2025-12-10
2025-12-10
 行业应用
行业应用

如果你身处航空航天行业,你一定知道“精度”绝不仅仅是一个流行词——它是硬性的要求。每一个安装在飞机或航天器上的零部件都必须满足极其严苛的标准,而这正是航空航天企业将多轴加工作为首选制造方案的原因所在。在本文中,我将带你深入了解为什么这项技术已成为现代航空航天制造中绝对不可或缺的关键。
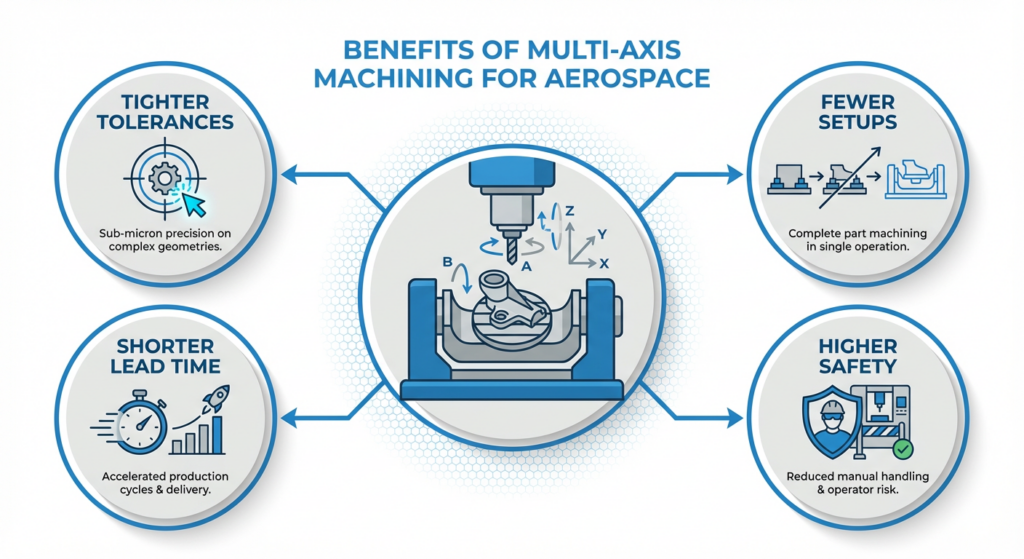
让我们开门见山。航空航天零部件所需的精密公差,是传统加工方式根本无法稳定达到的。多轴加工(尤其是五轴系统)让制造商能够在一次装夹中完成复杂零件的加工,从而减少误差、缩短生产时间,并最终提供保障飞行安全的卓越品质。
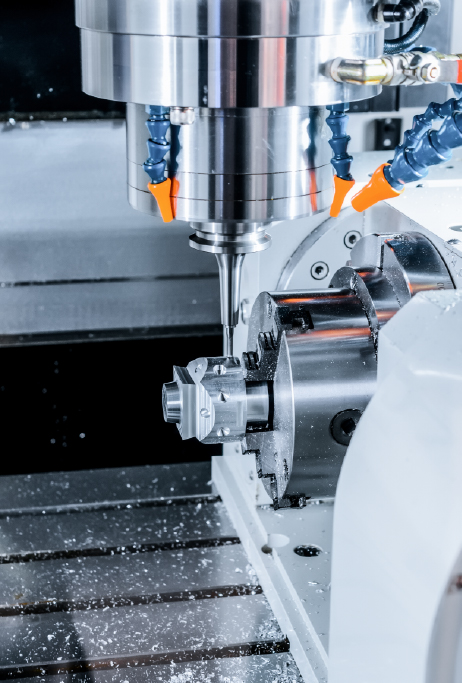
为了达到这种精度水平,我们的工厂配备了专为加工航空航天级零部件而设计的先进五轴数控(CNC)铣削设备。
航空航天行业在质量上没有任何妥协的余地。在处理飞机结构件、起落架、涡轮叶片或发动机机匣时,哪怕是一个微小的失误都可能引发灾难性的后果。多轴加工通过实现多角度的同步加工消除了大部分风险,这意味着更少的装夹次数、更少的搬运干预,最重要的是,能实现更严苛的公差。
真正关键的一点是:投资多轴加工能力的企业将获得巨大的竞争优势。与仍然依赖传统三轴设备的竞争对手相比,他们能以更快的速度、更高的精度和更低的成本生产零部件。对于像我们若尘(Ruo Chen)这样的航空航天供应商来说,提供多轴加工解决方案已成为不可商量的必备条件。
对于那些需要稳定、可重复地批量生产关键零部件的航空航天项目而言,这些优势是至关重要的。
在深入探讨之前,我们先统一一下概念:到底什么是多轴加工?
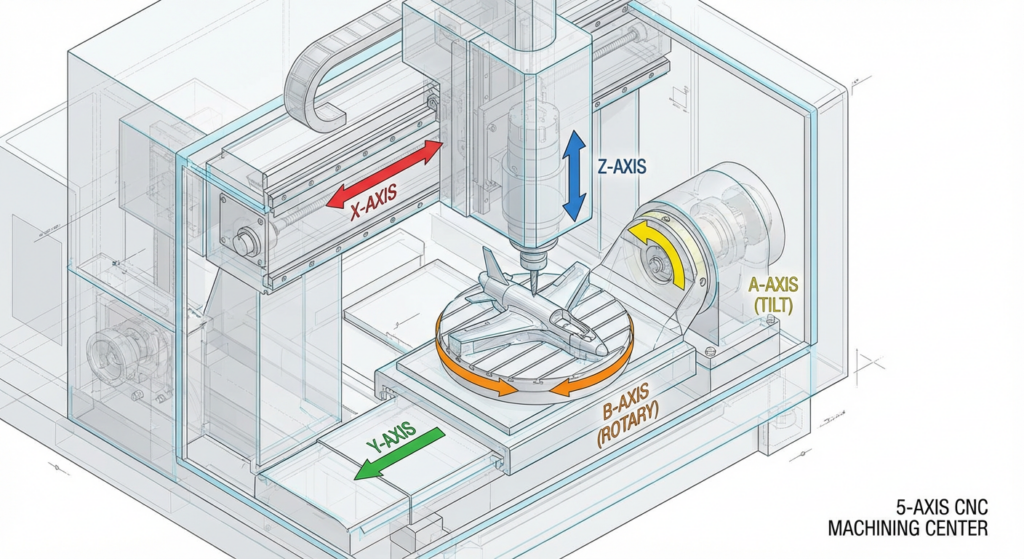
多轴加工指的是数控机床能够使刀具(或工件)同时沿三个以上的轴移动。传统机床在 X、Y、Z 轴上运行,而多轴系统则增加了旋转轴(通常是 A、B 和 C 轴),使刀具几乎可以从任何角度接触工件。
五轴机床是航空航天领域最常见的配置。它结合了三个直线轴(X、Y、Z)和两个旋转轴,使刀具能够在不重新装夹工件的情况下加工零件的所有侧面。一些顶尖的加工车间甚至会使用七轴或更高配置的设备,来应对极其复杂的几何形状。
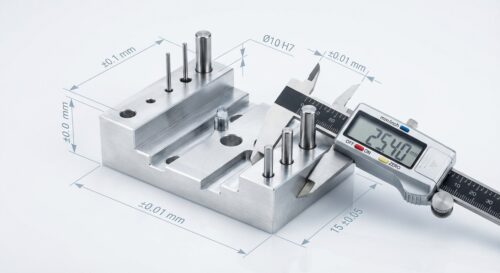
当你同时使用多个轴加工零件时,你改变的不仅仅是进刀角度——你还在整个加工过程中保持了最佳的刀具切削角度和进给率。这种稳定性直接转化为卓越的表面光洁度和尺寸精度。对于航空航天零部件,我们讨论的公差范围通常在 ±0.005 英寸或更高,对于关键特征的要求甚至更为苛刻。

让我们来具体谈谈究竟是什么让航空航天制造面临如此大的挑战。
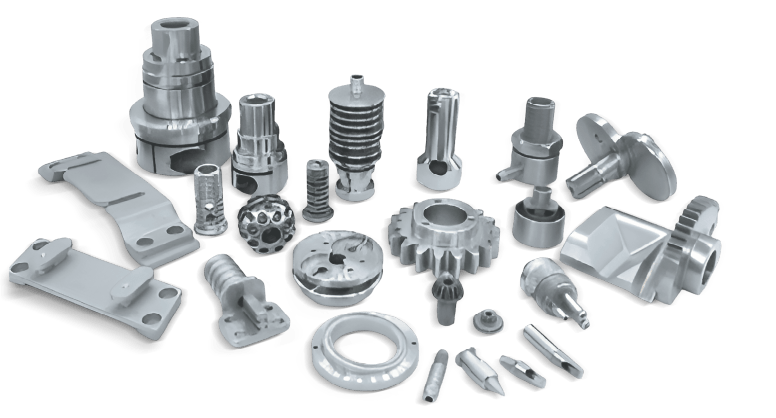
航空航天零部件可不是简单的方块或圆柱体。现代飞机是工程学的奇迹,拥有优化性能、减轻重量的空气动力学设计、复杂的内部通道和曲面。单单一个涡轮叶片可能就带有需要加工到近乎完美精度的 3D 曲线。试着在三轴机床上做这些,你很快就会明白为什么航空航天制造商都转向了多轴系统。
想象一个带有内部冷却通道、多个面上带有安装凸台以及精密轴承表面的发动机机匣。在传统机床上,你需要多次装夹——顶部一次、侧面一次、底部一次。每一次重新装夹都会引入误差的可能。每一次移动零件,都面临损坏已加工表面或导致尺寸不一致的风险。而使用五轴加工,你可以对整个零件进行编程,并在单次工序中全部完成。
现代航空航天业对减轻重量有着执着的追求,这是有充分理由的。飞机上每减轻一磅,意味着消耗的燃料就少一磅,从而降低运营成本并减少碳排放。这推动了带有复杂内部结构的零部件的发展——例如空心截面、超薄壁和具有战略意义的加强筋。
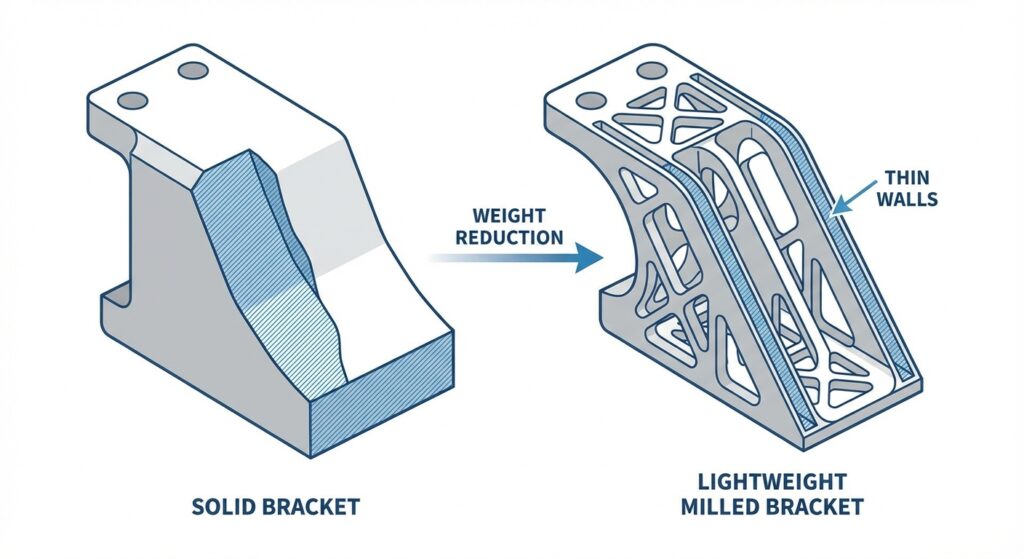
使用传统加工方法几乎不可能高效地制造出这些轻量化设计。多轴机床可以深入到三轴机床(在没有复杂夹具或多次工序的情况下)根本无法触及的内部特征。我们要处理的是内部通道、特殊角度的型腔,以及为了特定结构或空气动力学目的而精确定位的孔洞。
航空航天零部件通常由出了名难加工的材料制成:钛合金、镍基高温合金(超合金)和高级铝合金。这些材料在加工时会产生极高的热量,需要特定的切削速度和进给量,并且对刀具的硬度和韧性要求极高。
多轴加工能更好地应对这些挑战,因为它允许设定最佳的刀具切入角度和吃刀量。机床可以从提供最佳切削条件的角度接近工件,而不是为了适应简单机床的局限性而被迫采用妥协的角度。结果就是更快的切削速度、更长的刀具寿命和更好的表面光洁度——这在加工昂贵的航空航天材料时至关重要。
航空航天行业在极为严格的监管框架下运行——如 FAA、EASA、AS9100 等。这些标准要求详尽的追溯记录、经过验证的制造工艺以及始终如一的质量输出。配备现代数控系统和监控设备的多轴机床,能够生成每道工序的详细记录。
当你能以更严苛的公差和更高的一致性生产零件时,通过认证就变得更容易了。检验的压力也会减轻,因为出现不合格零件的统计概率被降到了最低。从合规的角度来看,采用多轴加工无疑是最明智的选择。

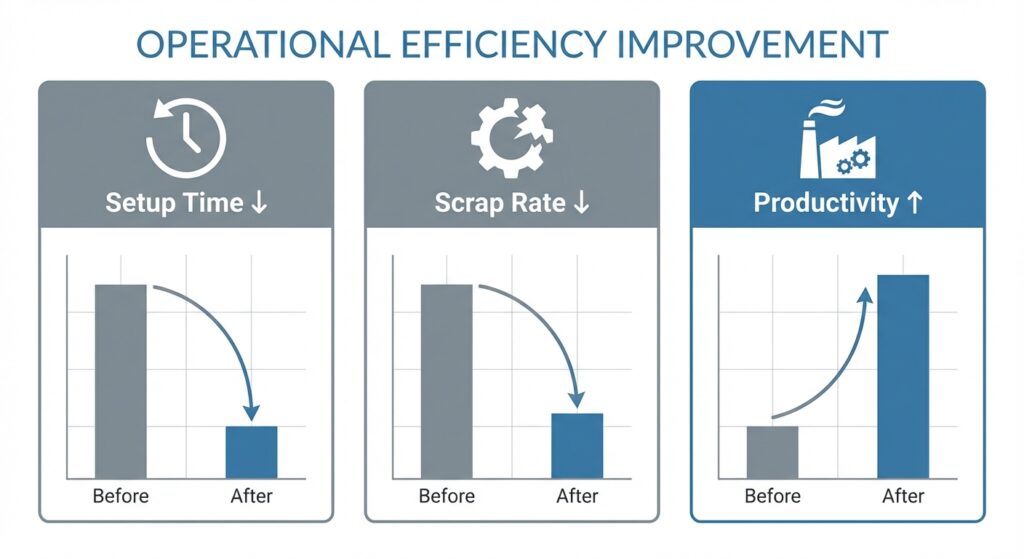
多轴加工不仅仅关乎精度——它还能通过简化生产流程、降低废品率和消除不必要的装夹,帮助航空航天制造商显著降低成本。
还记得我提到过传统机床需要多次装夹吗?每一次装夹都需要:
多轴机床将这些步骤全部整合为一次装夹。我们曾见过,仅仅通过消除中间步骤,转向五轴加工就将生产时间缩短了 40-60%。这是直接影响企业利润底线的人工和时间节省。
在航空航天领域,制造缺陷的代价是极其高昂的。一个尺寸超差的零件不仅仅是被扔进废品箱那么简单——它需要专门的检验、记录、原因调查,通常还需要耗时的返工或极其昂贵的更换。得益于多轴加工提供的高度一致性,废品率通常会呈断崖式下降。
我曾合作过的航空航天供应商,仅仅通过更换多轴设备,就将废品率降低了 5-10%。当你的年产量高达数百万美元时,这笔省下来的钱绝对是一笔可观的真金白银。
航空航天公司真正关心的核心痛点是:现场故障对企业声誉是毁灭性的。召回的成本、面临的巨额责任索赔、客户信任的彻底丧失——这些代价让采用廉价、低精度制造所省下的钱显得微不足道。多轴加工生产的零部件能够始终如一地、完美地展现设计性能。
因为多轴机床可以优化刀具的进刀和切削角度,所以刀具磨损更慢,切削效率也更高。更好的切削条件意味着每把刀具可以加工更多的零件,从而降低了耗材成本并提高了整体生产吞吐量。
让我为您剖析一些航空航天工程师和制造商最关心的具体技术优势。
多轴加工产生的表面光洁度通常比传统加工好 20-30%。对于航空航天应用,这至关重要,因为:
在许多航空航天项目中,这种出色的表面光洁度大大减少了所需的抛光或精细去毛刺等繁琐的后处理工作。
许多传统加工操作需要二次处理——手工精修、去毛刺、二次铣削操作等。多轴加工通常可以直接产出处于“完工状态”的零件,彻底省去这些冗余步骤。
借助多轴能力,你可以同时加工与单一主轴不平行的多个特征。倾斜的孔洞、不与任何轴平行的凸台面或复杂的型腔,都能在传统机床单纯为某一个特征进行装夹的时间内全部加工完毕。

让我给你举几个航空航天零件的实际例子,你就会明白为什么多轴加工不可或缺。
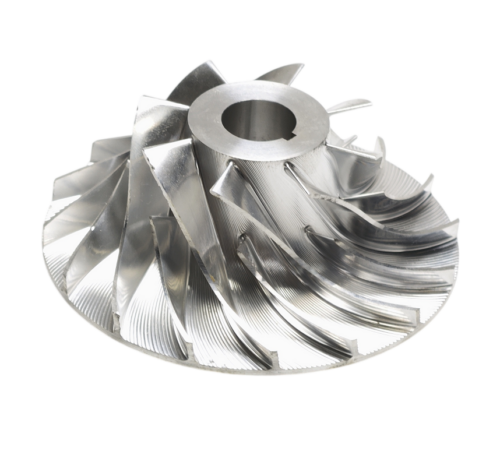
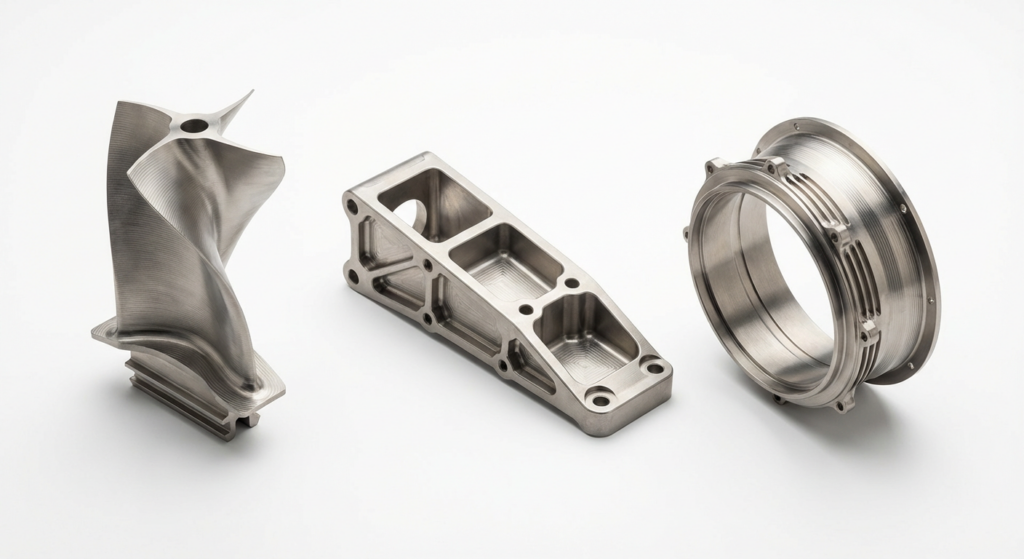
喷气式发动机的涡轮叶片是最复杂的航空航天零部件之一。每个叶片都有符合空气动力学的翼型轮廓、复杂的根部截面、精细的冷却孔和连接特征——所有这些都需要高精度加工。五轴加工几乎是能稳定大批量生产这些零件的唯一可行方法。同样的情况也适用于带有复杂叶片连接槽和内部通道的转子盘
起落架结构件通常需要在多个不同的平面上加工深腔、凸台和安装面。多轴加工能够一次性高效地生产这些复杂结构,而彻底杜绝了跨越多次装夹所累积的尺寸误差风险。
现代喷气式发动机的机匣具有内部空气通道、复杂的外部安装特征和精密的轴承配合面。这些机匣极度依赖多轴加工,因为它们的公差极严、曲面复杂,且关乎发动机的核心安全。
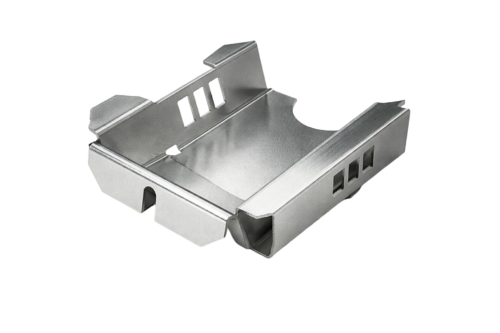
机翼部件、机身支架和起落架支撑结构通常采用极限轻量化设计,其内部掏空的特征是传统三轴加工根本无法触及的。多轴机床解开了高效加工这些隐蔽内部特征的工艺封印。
当前的趋势已经非常明确:航空航天制造正朝着越来越复杂的设计发展,这就需要越来越先进的精密加工能力。在若尘(Ruo Chen),我们在多轴技术上投入了大量资金,因为我们深知我们的客户——也就是各大航空航天企业——急需这些能力。
尽管增材制造(3D打印)等新兴技术备受瞩目,但在可预见的未来,多轴加工仍将是航空航天零部件生产的绝对主力。即使增材制造方法不断进步,它们也往往需要辅以多轴精加工,以达到航空航天所硬性要求的表面质量和尺寸精度。

如果你是一家正在寻求扩展制造能力的航空航天企业,或是正在考虑进行设备投资的供应商,以下是你需要寻找或具备的关键特质:
多轴加工之所以能成为航空航天领域的行业标杆,是因为它精准交付了该行业最核心的诉求:精度、一致性、绝对质量和高效率。这项技术的初始投资固然不菲,但对于航空航天制造商及其供应链而言,这是一项能通过大幅提高质量、消灭返工、成倍加快生产(最重要的是让天空更安全)来迅速获得极高回报的明智投资。
在若尘(Ruo Chen),我们亲眼见证了多轴加工能力是如何彻底重塑客户的制造和运营模式的。这不仅仅是买几台高端设备的问题——更在于拥有高效驾驭这些设备的工艺专长、确保批次一致性的严苛质量体系,以及深度理解客户独特挑战的伙伴思维。
如果你身处航空航天制造行业,却还没有利用多轴加工技术,那么现在就是破局的最后时机。你的竞争对手已经在全速运行,你的客户也必然期望你具备这种能力。航空航天制造的未来必定属于多轴加工,现在的问题已经不再是你是否会采用它,而是你还要犹豫多久才采用它。