如果您加工过不锈钢,您一定知道它是加工难度最高的材料之一。好消息是,只要方法得当,您就能获得满足最苛刻规格要求的出色表面光洁度。在本指南中,我将分享我们在若尘公司多年来加工这种难加工材料所积累的实用技巧和方法。
加工不锈钢的本质真相
首先,你需要明白一点:不锈钢与普通低碳钢有着本质的区别。它更坚韧、更耐热,而且绝对不能草率加工。你遇到的表面光洁度差的问题通常并非设备问题,而是因为你没有正确对待这种材料的特性。
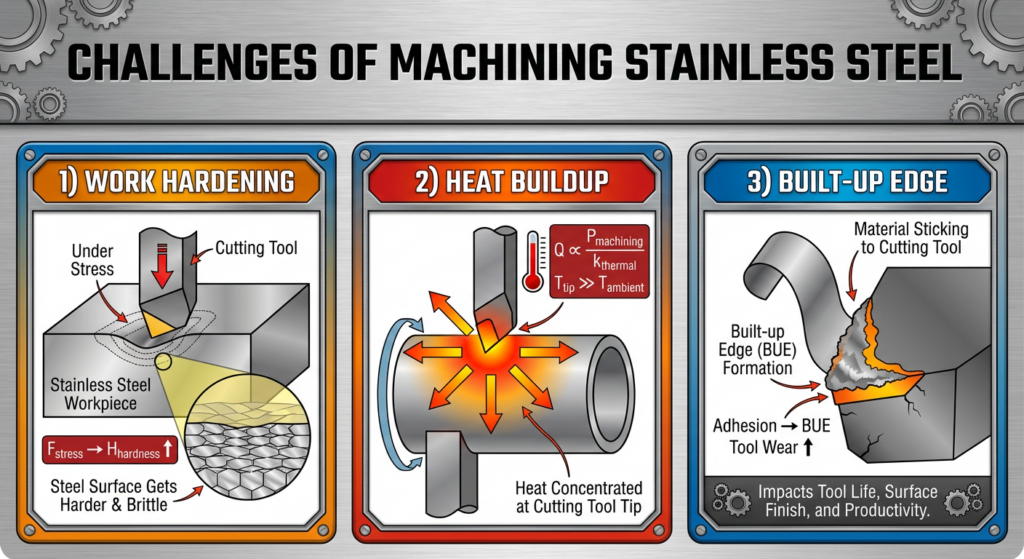
不锈钢加工的三大难题是:
- 加工硬化——这是你最大的敌人。当你对不锈钢施加压力时,它会在应力作用下发生硬化。如果你切削力度不够,实际上会使材料变得更硬,加工难度更大。
- 热量积聚——不锈钢的导热性差。这意味着切削产生的热量会集中在刀尖,而不是散发到切屑或工件上。这会迅速磨损刀具,并导致表面质量下降。
- 积屑瘤(BUE) ——切削刀具上积聚的小块材料,导致切削表面粗糙和切屑流动不可预测。
既然您已经了解了这些挑战,那么让我们来谈谈如何克服它们,并实现您的客户所要求的镜面般表面光洁度。
选择合适的切削刀具
这就是大多数人开始犯错的地方。你不能用加工铝或黄铜的相同工具和速度来加工不锈钢。
工具材料选择
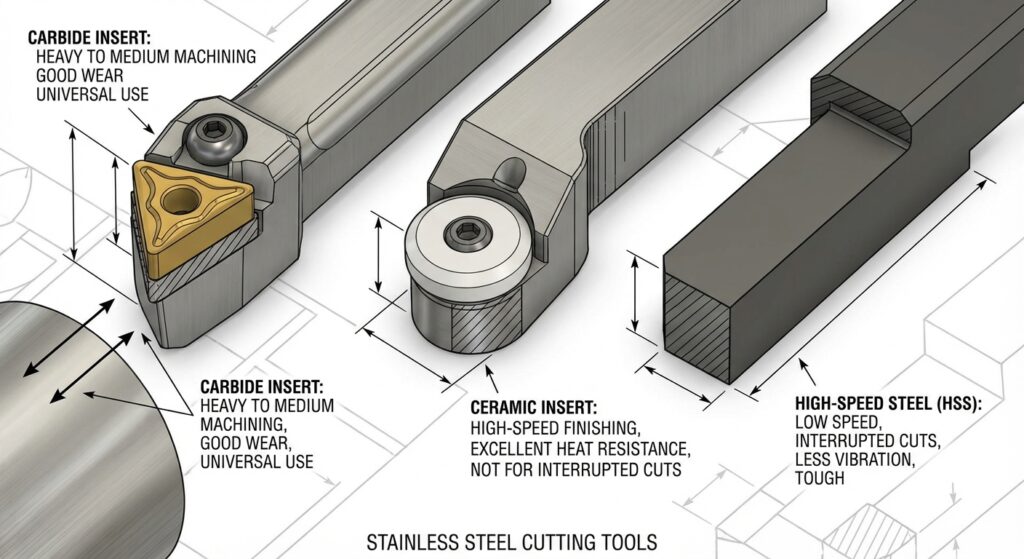
对于不锈钢材质,您有三种主要选择:
- 硬质合金刀具——对于大多数应用来说,这是最佳选择。它们比高速钢刀具能承受更高的转速和温度。请选择专为不锈钢设计的硬质合金牌号(通常是 K10、K20 或类似牌号)。
- 陶瓷刀具——这类刀具非常适合高速精加工,尤其适用于车削。它们可以实现更高的转速,但质地较脆,需要非常牢固的安装方式。
- 高速钢 (HSS)——虽然价格更实惠,但高速钢刀具应仅限于手动机床或刀具颤振不可避免的场合。它们在数控设备上的性能远不及硬质合金刀具。
涂层比你想象的更重要
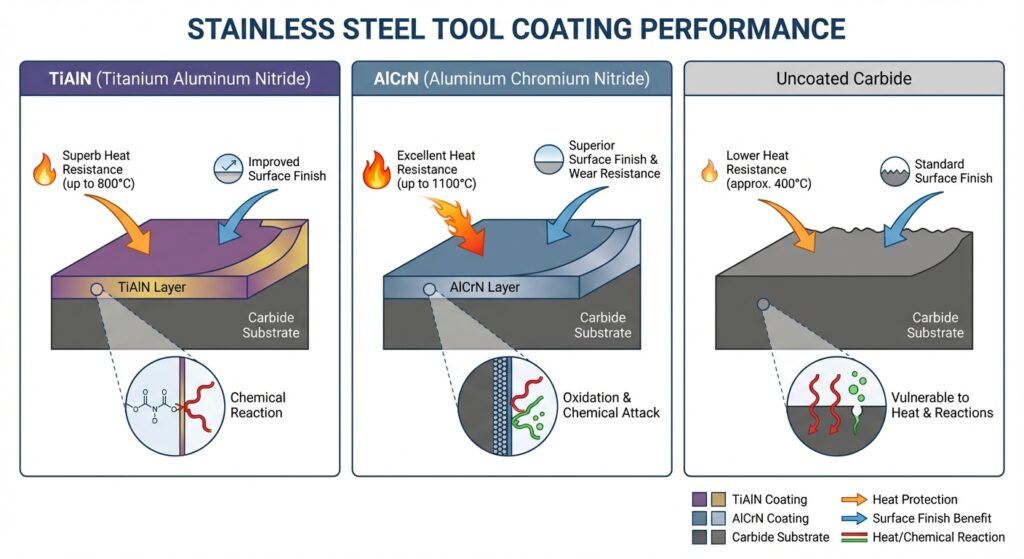
不要低估刀具涂层的重要性。专为不锈钢设计的PVD和CVD涂层可以显著改善表面光洁度并延长刀具寿命。我推荐:
- TiAlN涂层——非常适合一般不锈钢加工
- AlCrN涂层——非常适合高速精加工
- 未涂层硬质合金——有时更适合断续切削,因为涂层附着力可能不足。
这种涂层不仅仅是锦上添花——它还能保护工具免受高温和不锈钢之间的化学反应的影响。
优化切削参数
真正的魔法就在这里发生。你的切削速度和进给量决定了表面光洁度的方方面面。
喂食频率是你的朋友
这听起来可能有点反直觉,但请听我解释:加工不锈钢时应该使用较大的进给速度。进给速度过慢会导致加工硬化,反而会造成更糟糕的结果。目标是:
- 车削: 0.15-0.25 毫米/转(每转进给量)
- 铣削:取决于您的刀具,但通常比铣削低碳钢高 20-50%。
- 立铣刀: 0.05-0.15 毫米/齿,具体取决于直径和机床刚性
您的机床必须足够坚固才能承受这些进给量。如果您没有一台坚固耐用、维护良好的数控铣床或车床,则需要稍微降低这些进给量。
切割速度——通常越快越好
这听起来似乎也不对,但不锈钢在高转速下的表现比大多数人预期的要好。更高的转速可以减少积屑瘤的形成,并改善切屑流动。以下是我们的建议:
使用硬质合金刀具进行车削:
- 粗加工速度为100-150米/分钟
- 精加工速度为 150-250 米/分钟(取决于精加工等级)
用于硬质合金铣削:
- 粗加工速度为 80-120 米/分钟
- 精加工速度为120-180米/分钟
对于 5 轴加工,根据您所用不锈钢牌号和刀具几何形状,您可能需要更高的加工精度。
关键在于保持平衡。速度要足够快以防止加工硬化,但又不能太快以免产生过多的热量。
切割深度策略
粗加工时不要偷工减料,切削深度不要过浅。切削深度浅看似更安全,但实际上会促进加工硬化。使用方法:
- 粗加工:切削深度 2-4 毫米(根据机床功率调整)
- 精加工走刀次数:传统铣削0.5-1.5毫米,高速精加工0.3-0.7毫米
冷却液的选择和应用
许多人忽略了冷却液策略,但对于不锈钢而言,冷却液策略至关重要。
选择哪种冷却液
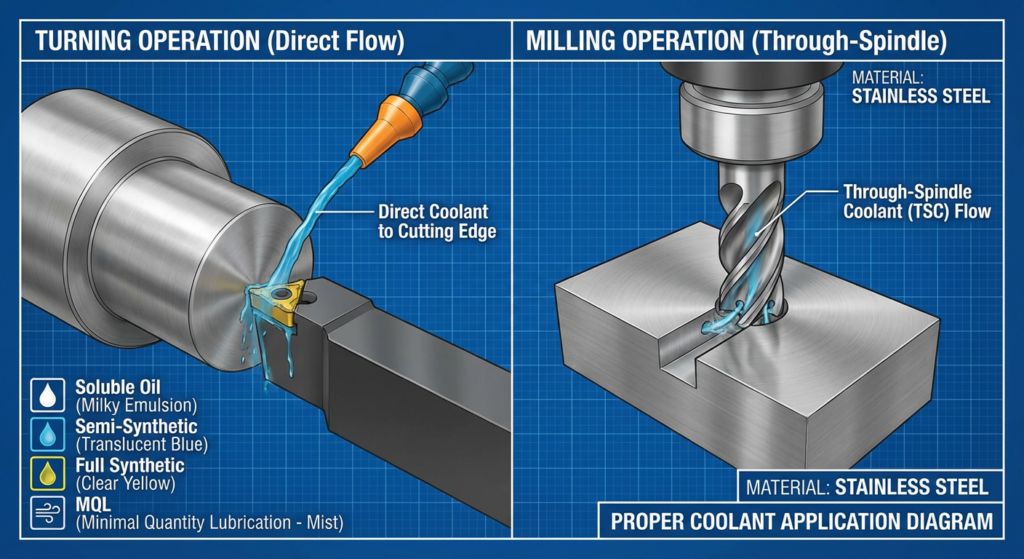
- 可溶性油冷却液——适用于一般工作,提供良好的冷却和润滑性能。
- 半合成冷却液——冷却性能更佳,是我大多数不锈钢加工的首选。
- 全合成冷却液——非常适合高速运转,但价格更高。
- 微量润滑 (MQL) ——越来越受欢迎,与现代硬质合金刀具配合使用效果良好,并能减少浪费。
尽量避免在不锈钢加工中使用纯切削油——它的冷却效果不足。事实上,加工不锈钢时,冷却效果比润滑更为重要。
应用方法很重要
冷却液的添加方式与选择哪种冷却液同样重要:
- 车削和端面加工时,应从上方将冷却液流向切削刃。这有助于破碎切屑并有效带走热量。
- 铣削加工,尤其是深腔铣削,务必确保冷却液能够到达切削刃。如有条件,可考虑采用主轴内冷却方式。
- 切勿间歇性地添加冷却液——这种热冲击会损坏您的工具。宁可干运转也不要偶尔添加冷却液。
在若尘,我们发现正确使用冷却液可以提高表面光洁度 20-30%,并显著延长刀具寿命。
机器设置和刚性
机器设置直接影响表面质量,切勿忽视。
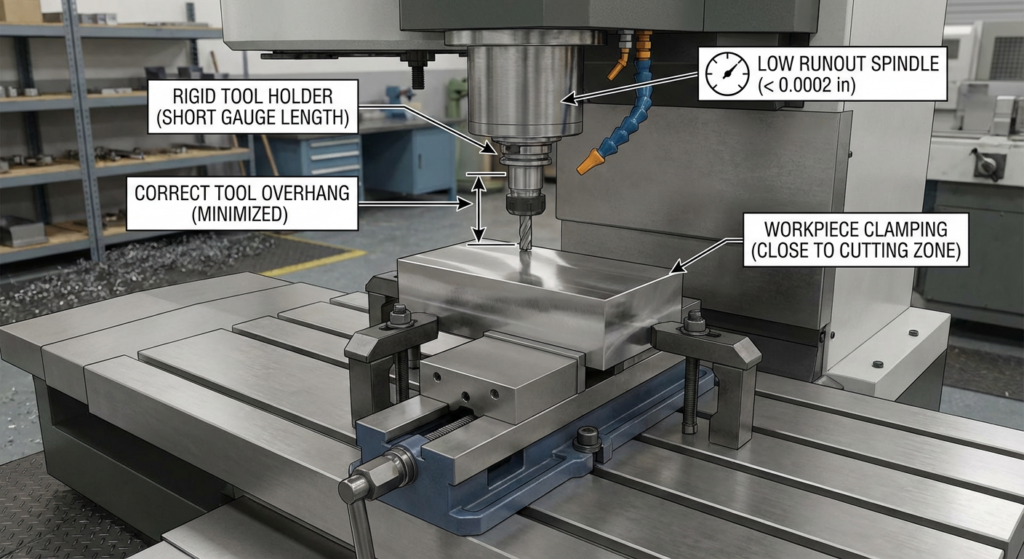
工具夹持器和延长杆
- 使用适用于您几何形状的最短刀柄
- 确保工具正确安装在支架中。
- 避免刀具悬伸过长——这会降低刚性并导致颤振。
- 对于精加工工序,请考虑使用刚性良好的优质刀架。
工件夹紧
- 尽可能将夹具靠近切割区域。
- 使用适当的夹紧压力——足以牢固夹持,但又不会因压力过大而导致零件变形。
- 对于精细几何形状,可考虑使用软爪夹具。
主轴状况
主轴轴承磨损或跳动会严重影响表面光洁度。如果您遇到加工结果不稳定的情况:
- 使用千分表检查主轴跳动
- 验证换刀器精度
- 如果你的主轴比较旧,请找专业人士检查一下。
了解不锈钢牌号
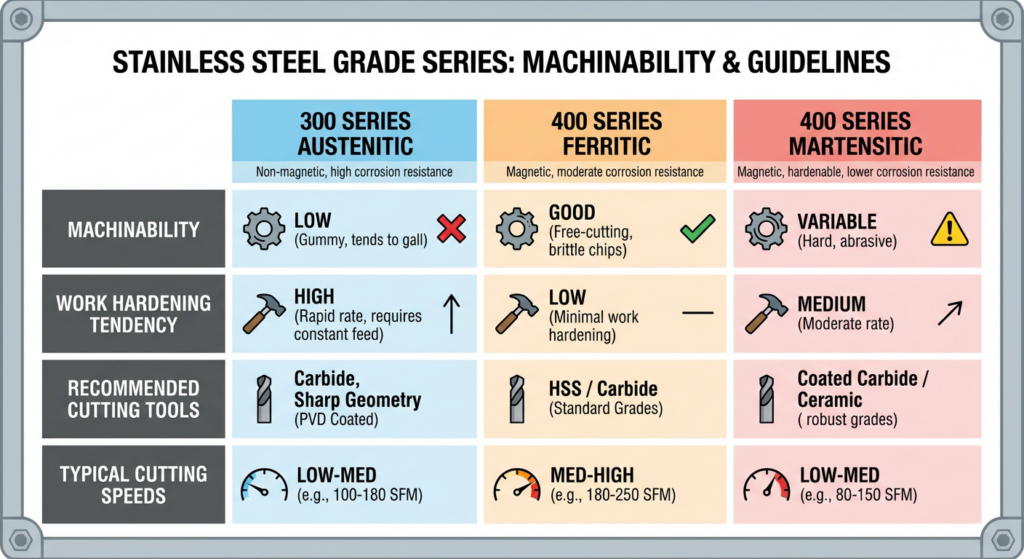
并非所有不锈钢的性能都相同。您的加工策略应取决于钢材的牌号:
奥氏体钢种(300系列,例如304、316)
- 最常见,易发生加工硬化
- 需要采用我上面提到的策略。
- 采用正确的技术可以获得优异的表面光洁度。
铁素体钢(400系列,例如430)
- 比奥氏体更容易加工
- 有时爱唠叨
- 通常可以使用稍低的速度
马氏体钢牌号(例如 440C)
- 加工难度可能很高,机械加工则相对简单。
- 可能需要不同的工具材料
- 通常更容易完成
在进行最终精加工步骤之前,必须认识到不锈钢表面的许多问题都源于常见的加工缺陷,包括颤纹、积屑瘤、刀具磨损痕迹或热影响区。从源头上解决这些缺陷,能更容易地获得一致且高质量的表面光洁度。
最后的润色:加工后注意事项
即使是完美的加工,如果后续处理不当,也会显得很糟糕。
- 刀痕——精细的进给速度和转速有所帮助,但有时用细磨料进行轻微珩磨可以改善外观。
- 冷却液残留物——加工后彻底清洁零件;干燥的冷却液可能看起来像颤纹。
- 钝化——对于许多不锈钢应用而言,化学钝化可以提高其耐腐蚀性和外观。
来自我们经验的实用建议
经过多年不锈钢加工,以下是一些经过实战检验的建议:
- 投资优质刀具——廉价的刀具刀片得不偿失。这点成本上的差异可以通过更好的表面光洁度和更少的废品率来弥补。
- 保持工具锋利——钝的工具会导致加工效果不佳。使用这种材料时,更换或磨利工具的频率要比加工其他材料时更高。
- 使用空运行——在正式生产零件之前,先用废料验证程序。这只需30分钟,却能节省数小时的故障排除时间。
- 监测颤动——仔细聆听机床的声音。颤动会导致表面光洁度极差,并损坏刀具。如果听到颤动声,请立即停止加工并进行检查。
- 保持机器清洁——不锈钢碎屑会积聚并影响精度。定期维护至关重要。
结论
成功加工不锈钢并非难事,关键在于了解材料的特性并尊重其独特的加工性能。使用合适的进给速度,保持适当的切削速度,保持刀具锋利,并正确使用冷却液。遵循这些指导原则,您就能持续获得令客户满意的表面光洁度。
在若尘,我们已将这些技术运用到我们所有的加工能力中,从传统的车削和铣削到复杂的五轴加工,无所不包。如果您在不锈钢表面质量方面遇到困难,我们非常乐意与您探讨您遇到的具体问题。

 2025-12-10
2025-12-10
 CNC加工基础知识
CNC加工基础知识