2025-12-10
2025-12-10
 设计与制造技术
设计与制造技术

在设计用于数控加工的零件时,您的每一个决定都会直接影响制造成本。无论您的预算是紧张还是追求利润最大化,了解如何以可制造性为设计原则都至关重要。作为一名在数控加工行业从业多年的从业者,我见过无数的设计方案——有些设计精妙绝伦,有些则因其不必要的复杂性和高昂成本而令我感到不寒而栗。
归根结底:好的数控加工设计不仅仅在于创造出正确的形状,更在于高效地创造出这种形状。成本最低的零件并非总是最简单的设计——它们往往是从一开始就考虑到制造工艺而设计的。
在本文中,我将为您介绍 10 个实用技巧,帮助您在不影响质量或功能的前提下,大幅降低 CNC 加工成本。这些并非理论概念,而是我们车间每天都在实践的真实策略。
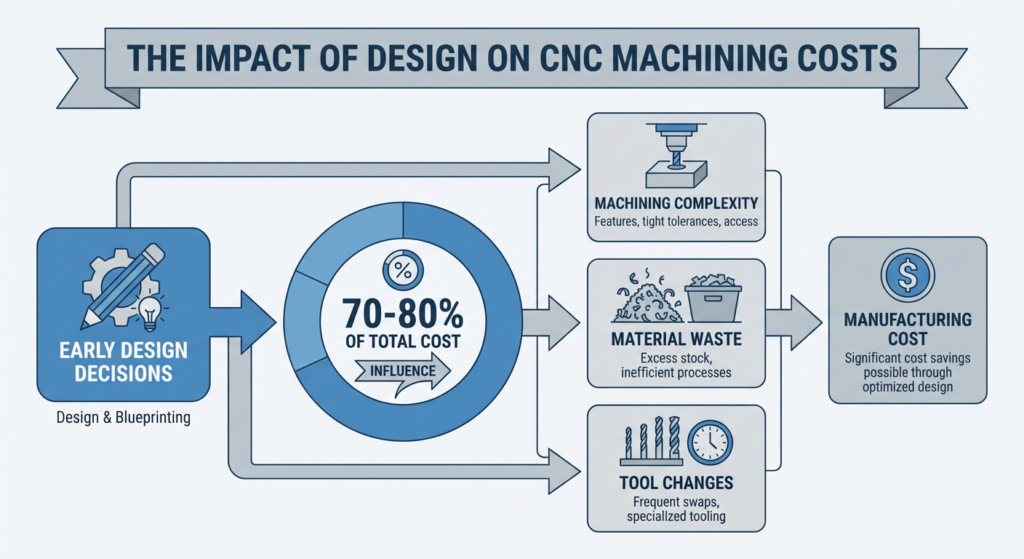
在深入探讨具体技巧之前,我想先坦诚一点:设计阶段决定了70-80%的制造成本。设计糟糕的零件可能需要频繁更换刀具,加工深槽耗时过长,或者造成令人惋惜的材料浪费。相反,精心设计的零件几乎可以快速通过我们的数控机床,直接作为成品交付。
这就是为什么我们始终向客户强调,现在花时间进行设计优化,将来必将获得丰厚的回报。一位了解数控加工技术的平面设计师,与那些闭门造车的设计师相比,可以节省数千美元。
这或许是影响最大的成本削减策略,但很多设计师却完全忽略了这一点。
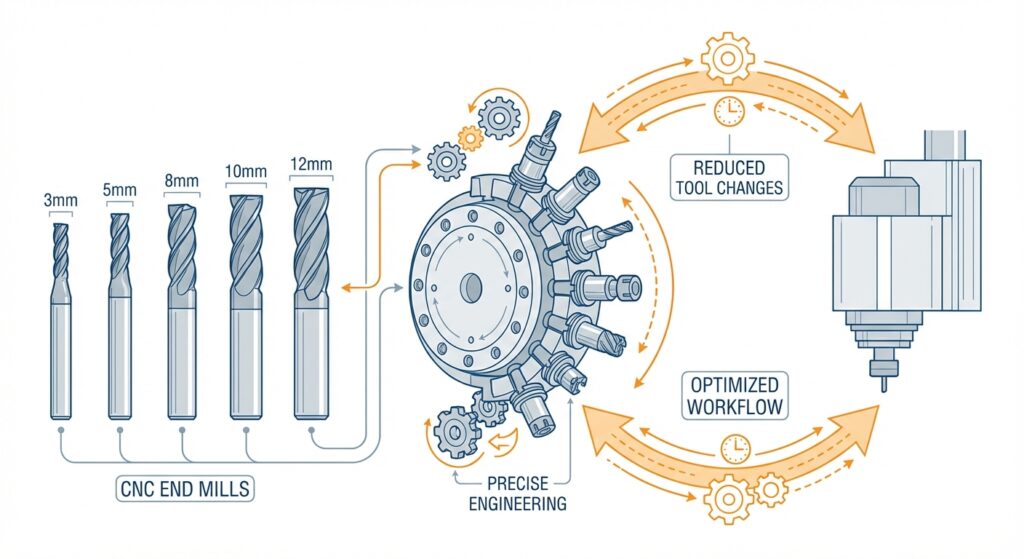
每次在数控机床上更换刀具都会浪费时间。我们需要停止主轴,卸下旧刀具,安装新刀具,重新测量精度,并调整刀具偏移量。这个过程可能只需要几分钟,但如果加工50个零件,每个零件需要更换15次刀具,那么这些时间累积起来就相当可观了。
相反,请设计时使用常用刀具尺寸。我们目前可提供的标准直径包括 3 毫米、5 毫米、8 毫米、10 毫米和 12 毫米。如果您需要 7.3 毫米的孔,我们需要特别订购该刀具,或者使用较小的刀具进行加工后再扩大孔径——这两种方法都需要额外收费。
你应该这样做:
去年我们设计自己的生产夹具时,特意将整个设计中的孔径限制在五种不同的直径范围内。仅仅这一决定就使我们的加工时间缩短了近20%。

我经常看到这种错误:设计师设定的公差比实际需要的要严格得多。也许他们比较谨慎,也许他们并不完全了解不同公差等级对加工成本的影响。
事实是:更高的公差要求更低的进给速度、更精细的加工,以及通常的二次加工。在数控设备上可以实现±0.1毫米的公差,但成本远高于±0.5毫米的公差。
扪心自问:你的零件真的需要这么严格的公差吗?通常情况下,答案是否定的。功能需求通常允许比设计人员规定的公差更宽松的公差。
容差成本影响示例:
与您的加工供应商沟通,了解您实际需要的公差范围。我们有很多客户通过调整不影响功能的公差,成功降低了零件成本 30-40%。
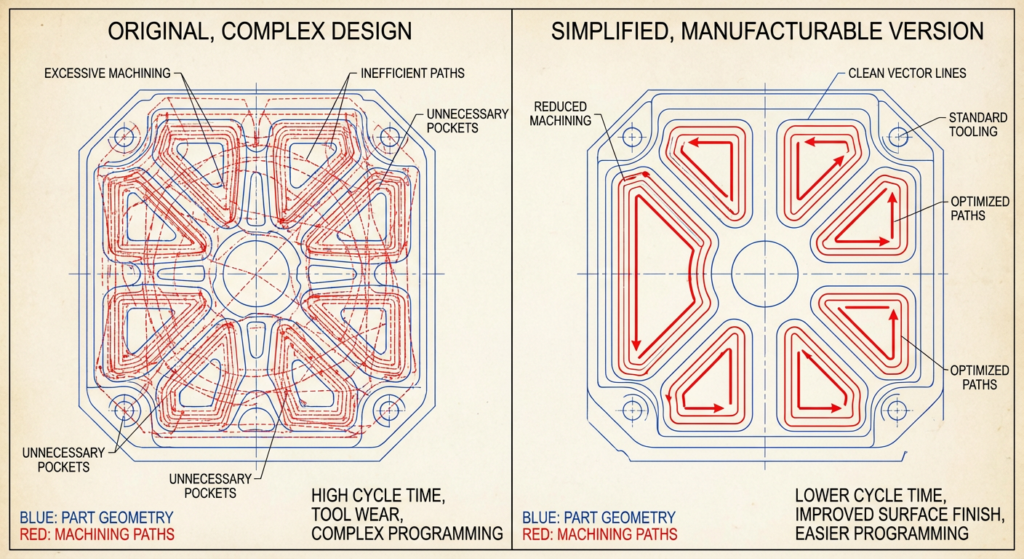
数控机床擅长加工简单、清晰的几何图形,但难以处理不必要的复杂性。
我们始终推荐一条设计原则:功能越少,成本越低。在添加口袋、倒角或精细轮廓之前,请先问问自己是否真的有必要。
复杂的曲面加工需要较低的加工速度和精确的刀具补偿。多个小凹槽需要频繁换刀。精细的细节处理意味着更长的加工周期。所有这些都会增加成本。
这并不意味着你的零件必须看起来平淡无奇——而是意味着要精心设计每一个几何特征。例如:
我曾参与过一个消费品项目的咨询工作,设计师为了美观,设计了一种复杂的表面纹理。我们将其简化为基本的拉丝处理,在不影响产品功能的情况下,加工时间缩短了20%。而且,产品外观也更好了。
这听起来可能很明显,但你会惊讶地发现,很多设计都忽略了现有材料的库存尺寸。
数控机床加工始于原材料——通常是棒材、板材或锻件。如果您的设计需要一个尺寸为 47mm × 83mm × 12.5mm 的零件,而标准铝板的尺寸为 50mm × 100mm × 12mm,那么您就会造成材料浪费。更糟糕的是,您可能还需要采购特殊规格的板材,而这会增加成本。
具体做法如下:
通过采用标准材料进行设计,您可以实现以下几个目标:
当材料损耗较大时,零件的单价会大幅上涨。例如,尺寸为 48mm × 84mm × 13mm 的零件,其成本会高于尺寸为 50mm × 100mm × 12mm 的零件,原因就在于前者涉及更多的材料处理环节。

深凹槽是高效数控加工的克星。它们需要精心选择刀具,加工时间长,而且会对切削刀具造成压力。
以下是具体分析:
如果你一定要用深口袋,那就考虑一下你要移除的材料。一个50毫米深的口袋移除100立方厘米的材料,所需时间会比移除30立方厘米的材料长得多。
设计策略:
我们最近帮助一位客户重新设计了一个带有 60 毫米深凹槽的零件。通过更深入地了解他们的应用,我们说服他们使用内部加强筋并将凹槽深度减小到 25 毫米。零件强度提高了,加工成本降低了 35%。
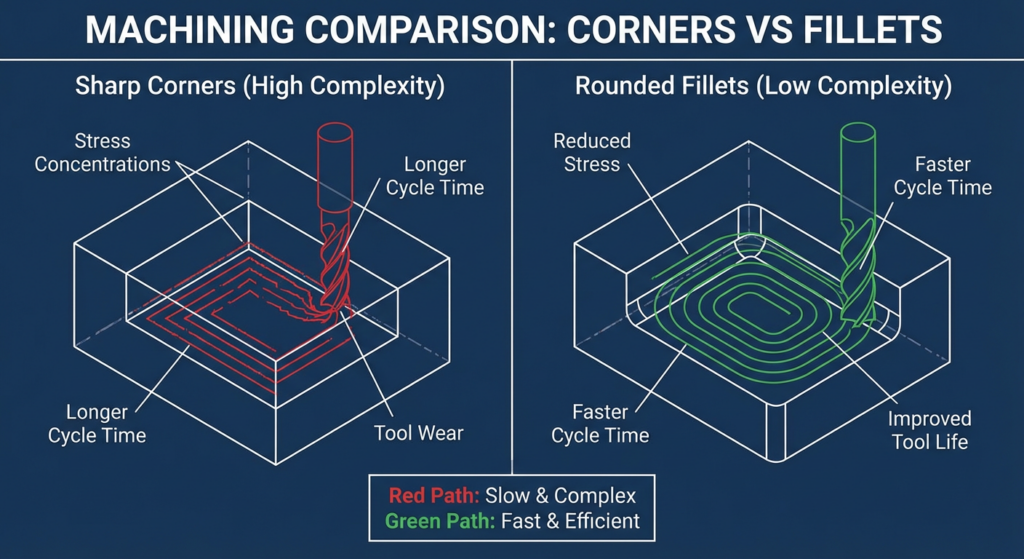
很多设计师都对此感到困惑:直角内角的加工成本通常比圆角或倒角要低。
为什么?因为锐角是由两条刀具路径的交点形成的,而圆角需要用球头刀或圆角刀进行专门的刀具加工,这种刀具的移动速度较慢。
当然,也有例外。如果你的零件承受应力,圆角可以降低应力集中,物有所值。如果你需要光滑的内表面以提升产品手感或美观度,圆角也是合理的。但如果你只是为了美观而添加圆角,那你就是在为不需要的东西买单。
鱼片策略:
但应力集中是个例外。如果您的零件承受机械载荷,我们强烈建议进行适当的圆角处理,以防止应力集中。

并非所有材料的加工成本都相同,而且成本差异不仅仅体现在材料价格上。
加工性能比较:
如果你的应用场景允许,选择铝材而不是不锈钢可以节省50%的加工成本。这可是一笔不小的数目。
但是,不要为了节省成本而牺牲功能性。如果你需要不锈钢的耐腐蚀性,那就必须选择它。但如果你只是出于习惯,或者仅仅因为不锈钢“听起来更结实”而使用它,那就等于是在白白浪费钱。
另请考虑:
与您的加工供应商讨论材料选择。有时,不同的材料可以带来更好的性能 和 更低的成本。
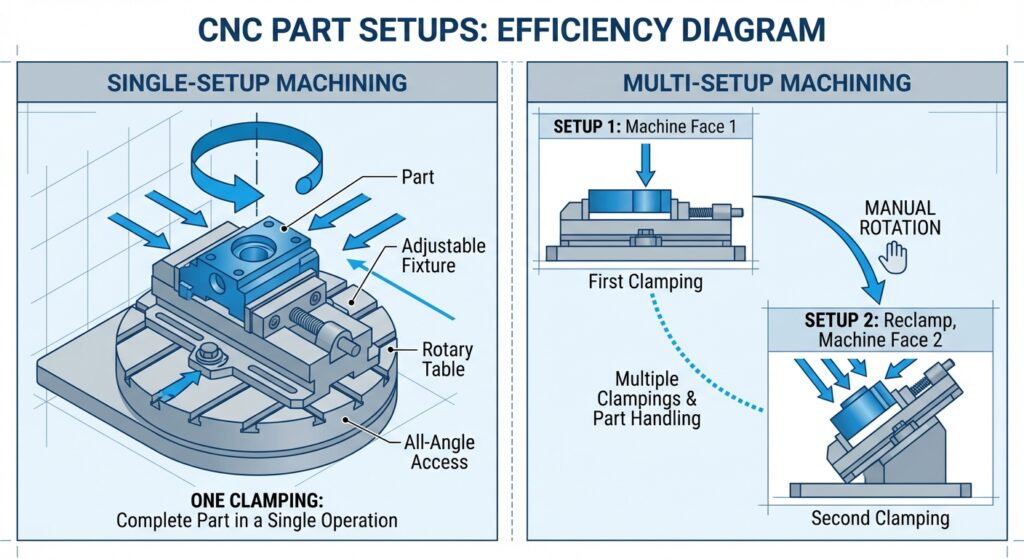
每次在机器中重新调整零件方向都会增加时间和出错的可能性。这被称为“设置”,而尽量减少设置次数对于降低成本至关重要。
设计良好的零件通常只需一次装夹(翻转一次)或最多两次装夹即可完成。需要三次或更多次装夹的设计成本会显著增加。
高效布局设计:
这样想:如果一台 2 轴机床一次装夹就能以每小时 150 个零件的速度完成你的零件加工,那么你最好选择更简单的机床。
反之,如果你的设计足够复杂,需要在 2 轴机床上进行 4 次设置,但在 5 轴机床上只需要 1 次设置,那么 5 轴机床总体上实际上可能更便宜。
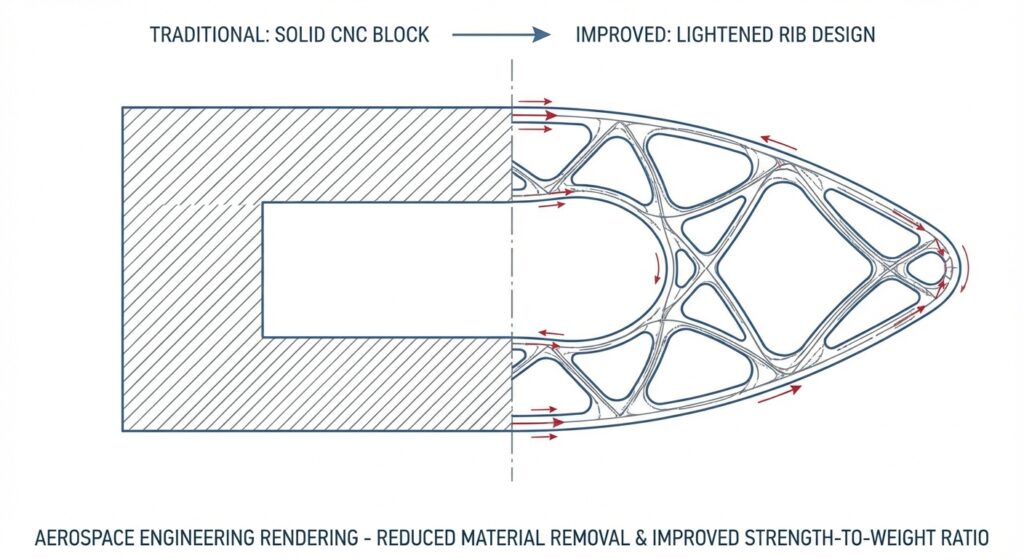
这是区分经验丰富的工程师和新手工程师的设计原则。
与其采用实心结构,不如考虑使用薄肋或加强筋来实现相同的结构或功能效果。一个实心角块可能重 500 克;而设计合理的肋状结构可能只有 50 克重,加工时间也只需一半。
肋排的作用原理:
这一原理广泛应用于航空航天和汽车领域。我们最近帮助一位客户重新设计了机械臂关节。通过用关键的加强筋代替实体结构,我们将加工时间缩短了40%,重量减轻了35%——同时,关节的强度和刚度也得到了提升。
关键在于了解零件中的应力分布。通常,你并不需要所有地方都使用实心材料;你只需要在合适的地方使用材料即可。
最后一条建议或许最为重要: 尽早让你的加工供应商参与到设计过程中来。
我们数不清有多少次,看到最终设计稿后,立刻就能找出十种降低成本的方法。但那时设计稿已经定稿,图纸也已完成,一切都为时已晚。如果在设计阶段就征求我们的意见,这些修改就能从一开始就融入设计之中。
你应该向加工供应商询问哪些问题:
优秀的机械加工厂都希望您的零件具有成本效益。我们对自身的能力了如指掌,并且已经看过成千上万种设计方案。我们通常能够提供切实有效的建议,帮助您节省成本。
综合起来
降低数控加工成本的设计并非牺牲质量,而是要做到智能高效。最佳设计方案应简洁明了、目标明确,并针对制造工艺进行优化。
总结如下:使用标准工具、合理的公差、简单的几何形状、标准材料、浅凹槽、简单的拐角(在适当的情况下)、合适的材料、高效的设置、巧妙的加强筋,并尽早与您的加工供应商合作。
即使只实施其中一半原则,也能显著降低成本。如果全部实施,你的零部件成本可能比设计糟糕的替代品低 40-50%,同时功能和外观也毫不逊色。
这就是面向制造而设计的优势。
在若尘,我们致力于帮助客户优化数控加工设计。无论您是设计一次性原型还是规划大批量生产,我们的团队都随时准备帮助您最大程度地发挥制造投资的价值。欢迎联系我们,探讨您的下一个项目。